

- 首页
- 关于恩太
- 产品展示
- 应用领域
- 技术服务
- 技术中心
- 技术文章
- 第三十八期 喷丸机在喷丸过程中...
- 第三十七期 铸造件的喷丸强化
- 第三十六期 喷丸机和抛丸机的区别
- 第三十五期 喷丸处理对齿轮动态齿...
- 第三十四期 抛丸机的结构及工作原...
- 第三十三期 喷丸机的结构及工作原...
- 第三十二期 抛丸工艺及抛丸机本体...
- 第三十一期 弹丸硬度测试方法的比...
- 第三十期 阿尔门试片厚度与弧高值...
- 第二十九期 喷丸处理对增材制造(...
- 第二十八期 覆盖率:发展,测量,...
- 第二十七期 螺旋重力筛分原理
- 第二十六期 喷丸表面的塑性延伸以...
- 第二十五期 影响阿尔门弧高值的试...
- 第二十四期 喷丸在零件表面引入的...
- 第二十三期 喷丸后零件的X射线残...
- 第二十二期 水喷强化与水喷丸强化
- 第二十一期 丸料束流的性能
- 第二十期 丸料束流的喷丸强度变化...
- 第十九期 喷抛丸过程中的磨损以及...
- 工艺书籍
- 喷丸标准
- ISO 8501-8504 关于...
- J441/J442/J443/J...
- 喷丸设备需要满足的粉尘排放标准介...
- 通用动力(GE)喷丸强化标准(中...
- AC7117族NADCAP审核准...
- 阿尔斯通动力(ALSTOM Po...
- VW50019大众公司齿轮残余压...
- HB Z 26-92 &2011...
- ASTM E11-2016 筛网...
- 国际上常用喷丸标准汇总表(英)
- SAE AMS 2432 计算机...
- ZF集团喷丸标准
- 美国伊顿金属零件喷丸强化标准:T...
- SAE J2277-201304...
- SAE J2597-2010(英...
- AMS 2431/1-8 八种丸...
- 金属零件喷丸标准AMS-S-13...
- 金属零件喷丸标准 AMS-S-1...
- 钢丝切丸标准-VDFI8001(...
- SAE AMS 2430 《自...
- 工具表单
- 软件下载
- 技术文章
- 新闻动态
- 公司新闻
- 科技引领未来-恩太集团2024年...
- 温柔的怪兽-恩太monster巨...
- 网带通过式抛丸机在齿轮毛坯锻件领...
- 机床节能环保先锋-永磁变频节能液...
- 恩太集团除尘环保业务介绍
- 第四代喷丸工作站解决方案
- 抛丸清理自动化在中小型板材领域的...
- 恩太集团携各分厂祝大家元旦快乐
- 恩太集团机器业务介绍-专访机器业...
- 恩太集团装备制造OEM业务介绍
- 精益来自于精准的设计-恩太LEA...
- 买设备不再是您唯一的选择 恩太...
- 庆!恩太集团-天津八厂正式建立,...
- 举国同庆荣耀中华-上海恩太祝伟大...
- 第三代抛丸清理机在各领域展现非凡
- 齿轮喷丸机自动化技术发展历程
- 重庆大学-恩太喷丸强化联合试验中...
- ISO/TS169...
- 恩太抛丸助力纳铁福全球最先进精锻...
- 恩太集团祝大家三八女神节快乐
- 售后新闻
- 恩太EMP-您的喷丸机升级改造专...
- 北京采埃孚—抛丸机维护保养
- 采埃孚喷(抛)丸设备升级维护
- 常熟美桥喷丸机大修
- 比亚迪抛丸机搬迁 — 附升级改造...
- 慕贝尔进口抛丸机维护升级—老设备...
- 尚顺抛丸机升级改造—设备工艺问题...
- 上海中国弹簧厂—数台抛丸机筛分系...
- 芜湖本特勒—抛丸机维护改造 焕然...
- 中车福伊特—吊挂机设备大换血
- 荆州法雷奥—小翻料履带机售后回访
- 常熟美桥-进口喷丸机大修改造
- 上汽齿-五工位抛丸机回炉再造
- 采埃孚-进口吊挂式抛丸机升级改造...
- 惠州比亚迪-吊挂式抛丸机搬迁项目
- 上海汽车变速器4分厂-同步器齿套...
- 常熟美桥-进口喷丸机气动隔膜阀改...
- 江苏太平洋精锻-2014年产的2...
- 上汽齿-抛头改造2年后的故事
- 天津ZF风电传动-年度维保
- 培训新闻
- 培训结束:2021第二届AST售...
- 培训结束:2021第十一届PPQ...
- 恩太培训体系介绍
- 培训结束:2021首届AST售后...
- 培训结束:2021第十届PPQC...
- 培训通知:2021PPQC齿轮领...
- 上海恩太开启喷丸PPQC社区,共...
- 培训结束:2019年喷丸质量管理...
- 培训通知:2019年喷丸质量管理...
- 培训结束:2019年喷丸质量管理...
- 培训通知:2019年喷丸质量管理...
- 培训结束:2019年喷丸质量管理...
- 培训通知:2019年喷丸质量管理...
- 培训结束:2019年喷丸质量管理...
- 培训通知:2019年喷丸质量管理...
- 2018年喷丸质量管理体系冬季班...
- 2018年喷丸质量管理体系培训(...
- 2018年喷丸质量管理体系培训(...
- 2018年PEENTECH喷丸质...
- 第五届全国喷丸技术学术会议暨国际...
- 公司新闻
- 联系我们
- 喷丸加工分站

应用领域
APPLICATION FIELD1、扭力梁为什么要喷丸?
钢板弹簧、扭力梁为车辆底盘上常用的减震缓存件,与钢板弹簧相比,扭力梁作为管状缓存件可有效降低零件重量,提高强度、刚度和疲劳性能。但由于该零件为液压成形加工件,在制作过程中存在冲压成形缺陷。在不平道路上,冲压变形区持续受到弯曲应力,在冲压V边和管件两端冲压过渡区存在应力集中,是最早产生裂纹断裂的区域。同时扭力梁后背焊接而成,存在焊缝应力,也是导致扭力梁断裂失效的原因之一。
国内近几年汽车行业的高速发展,对汽车上零部件的轻量化、疲劳寿命和舒适度要求都有所提升,在中高端汽车底盘扭力梁上逐渐引入喷丸强化工艺,通过对失效部位的喷丸强化处理,其疲劳寿命提高大于50%,甚至可达200%,喷丸已作为一道提高扭力梁疲劳寿命的最经济的工序。
2、扭力梁的失效部位有哪些?
扭力梁失效部位:
a) V型区两端——冲压——弯曲应力
b) 管件两端冲压过渡区——冲压——弯曲应力
c) 焊缝——焊缝——焊接残余应力
 a) b) c)
a) b) c)
3、常用扭力梁喷丸强化工艺
3.1扭力梁外壁抛丸强化——V型区两端
a) 抛丸强度≥0.3mmA
b) 覆盖率(30倍放大镜法):98%
c) 推荐钢丸:CW32(0.8mm)/HV640 /G3
d) 抛丸部位:整体外壁
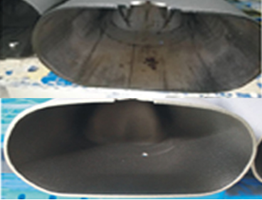
3.2扭力梁内壁抛丸强化——管件两端冲压过渡区
a) 靠端口抛丸强度≥0.24mmA
靠内部抛丸强度≥0.14mmA
b) 覆盖率(剖开后30倍放大镜法):98%
c) 推荐钢丸:CW32(0.8mm)/HV640 /G3
d) 抛丸部位:管件两端冲压过渡区
3.3扭力梁焊缝喷丸强化——焊缝部位
a) 喷丸强度≥0.3mmA
b) 覆盖率(30倍放大镜法):98%(覆盖焊缝两端10mm区域)
c) 推荐钢丸:CW32(0.8mm)/HV640 /G3
d) 喷丸部位:整根焊缝
 3.1 3.2 3.3
3.1 3.2 3.3
4、扭力梁喷抛丸强化的机型
4.01推荐设备:2RT500-P380/2/15 用于扭力梁外壁—V型区两端、连杆抛丸强化
设备简介:抛丸室采用全锰钢机身,180°翻转转台,在抛丸室后部配有2个高性能15kw的P380抛头,上下料工位配有零件压紧装置,零件最大高度1200mm,可实现自动上下料。设备配有电磁流量控制阀,最大丸料流量300kg每个抛头,抛丸时抛丸工位转台同时旋转,对零件外表面进行抛丸强化。回收系统采用推料螺旋+提升机,可保证大流量循环下的设备稳定性。设备配有三级丸料分选系统(分选器、振动筛、旋风分离器)和八滤芯除尘装置,保证设备的抛丸强化效率的稳定性。


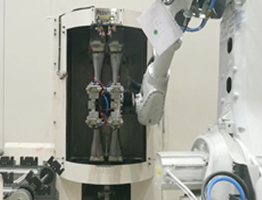
4.02推荐设备:2RT2P-G80II/4/R 扭力梁的焊缝喷丸
设备简介:设备采用180°翻转转台的形式。使用一台机器人控制4支喷枪,对零件的焊缝进行精确喷丸。该机器可以集成到自动化生产线上。可以使用机器人进行上下工件。每30秒钟可以生产一个零件。

4.03推荐设备:2RT2P-P380/2/15 扭力梁内壁抛丸强化—管件两端冲压过渡区
设备简介:抛丸室采用全锰钢机身,180°翻转转台,单侧有两个抛丸工位,在抛丸室顶部配有2个高性能的P380抛头,对管件内壁进行抛丸强化。每个工位配有零件气缸夹爪,零件最大高度1200mm,可实现自动上下料。设备配有电磁流量控制阀,最大丸料流量300kg每个抛头,回收系统采用推料螺旋+提升机,可保证大流量循环下的设备稳定性。设备配有三级丸料分选系统(分选器、振动筛、旋风分离器)和八滤芯除尘装置,保证设备的抛丸强化效率的稳定性。

 沪公网安备 31011402005501号
沪公网安备 31011402005501号